
“One size fits all.” It’s a death-sentence statement for designers seeking a custom solution that advances their product, company, and industry.
Think of a DC electric motor design. What is the function of your application, whether it’s a stator or rotor? You want it to capture the flux and prevent leakage.
But what if you need improvements in other properties?
A traditional iron or iron-alloy material may not be enough. In these cases, “one size fits all” should make way for a more elaborate electric motor material solution.
Recent advances in powder metal materials for DC electromagnetic design facilitate parts that outperform conventional powder metal -- while maintaining cost advantages over traditional competing processes. These are not your father’s iron (or iron-phosphorus) materials.
DC Electric Motor Design: More Than Magnetic Flux
Any DC motor design guide will tell you an electric motor core material’s job is to create an interacting magnetic flux field while also preventing flux from leaking. In a motor, magnetic flux leakage limits performance efficiency.
If flux leakage is your component’s only important criteria, material choice is a simple matter of reaching the appropriate density. But what if you need improvements in:
- Response times
- Current required to achieve a specific magnetic induction
- Tensile & fatigue strength
- Surface damage resistance
If you’re seeking materials for something like anti-lock brake sensors -- a simple chunk of iron that whisks past the sensor and creates a signal -- advanced materials aren’t for you. But if you’re creating a part with high demands for functionality, you need more than the status quo.
Challenges in Traditional Solutions: Machining & Laminating
You can buy iron-silicon materials very easily. Unfortunately, that’s where the “easy” stops.
Many manufacturers buy these materials in bar stock form. This requires extensive machining, and often annealing afterward because of the amount of work done to the piece. It’s not uncommon for scrap waste rates to reach 50% with machining.
In permanent magnet DC motor design, engineers often turn to stamped steel laminations because it’s more affordable and efficient than machining. However, lamination sheets cause their own share of problems in a stacked assembly:
- Part shaping is cumbersome & inflexible
- Reduced permeability
- Still too much scrap waste!
Challenges in Conventional Powder Metallurgy
Powder metallurgy (PM) magnetic materials fix many of the issues that limit machined and laminated parts. PM can form those same shapes more cost-effectively because it’s an additive, net-shape process.
Traditionally, DC motor components consist of pure iron or iron-phosphorus, conventionally sintered. These materials provide adequate properties in a cost-effective manner, but will not take your performance to the next level.
Typically, when engineers spec these materials, the parts they receive in return were sintered at 2050 °F or less. Why does this number matter?
Fe-Si is made by mixing iron and a high-iron ferrosilicon. Its quality depends on the diffusion of those additives -- and even at high-temperature sintering of 2300 °F you won’t get total homogenization. In simpler terms, if you don’t mix the batter, you get lumps.
Poorly diffused particles will affect performance criteria across the board.
For example, in certain designs you might want to demagnetize the component. In terms of the magnetic loop (or BH curve), you have to send the current back in the opposite direction to effect demagnetization.
An insufficiently sintered part won’t reach its potential in permeability and coercive force, requiring more energy to magnetize and demagnetize the part.
Even iron-phosphorus motor materials have room for improvement in efficiency. Again, don’t assume the status quo is your only avenue.
Advances in Sintered Soft Magnetic Materials
Do you require superb magnetic properties coupled with higher hardness and strength? There are advances in powder metallurgy materials and processes you may not be aware of that address even the faults of otherwise-great PM materials.
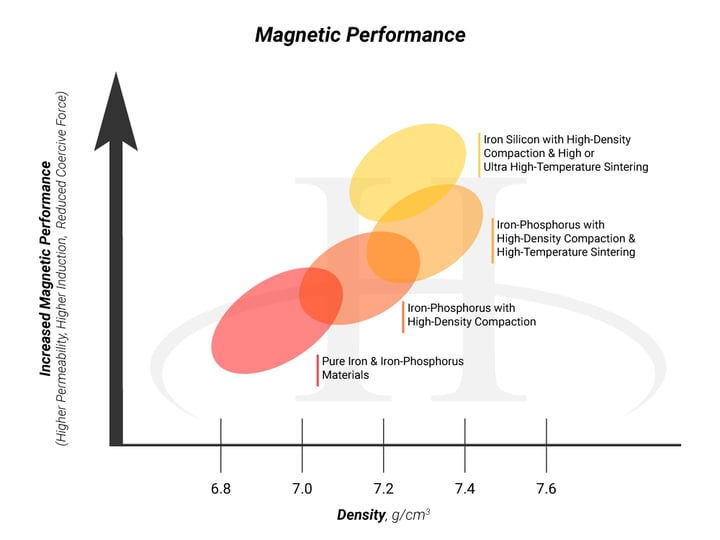
There’s iron-silicon … and then there’s advanced iron-silicon. We often refer to these options as sintered soft magnetic materials.
What’s the difference? About 200 °F, actually.
Through ultra-high-temperature sintering, sintering is done at temperatures approaching 2500 °F. Diffusion rates are accelerated, and you’ll get quicker and more complete homogenization. Every particle will contain the proper amount of silicon to optimize the part’s performance.
What’s more, sintering at extreme temperatures causes the material’s grain size to grow. Bigger grains further improve magnetic performance.
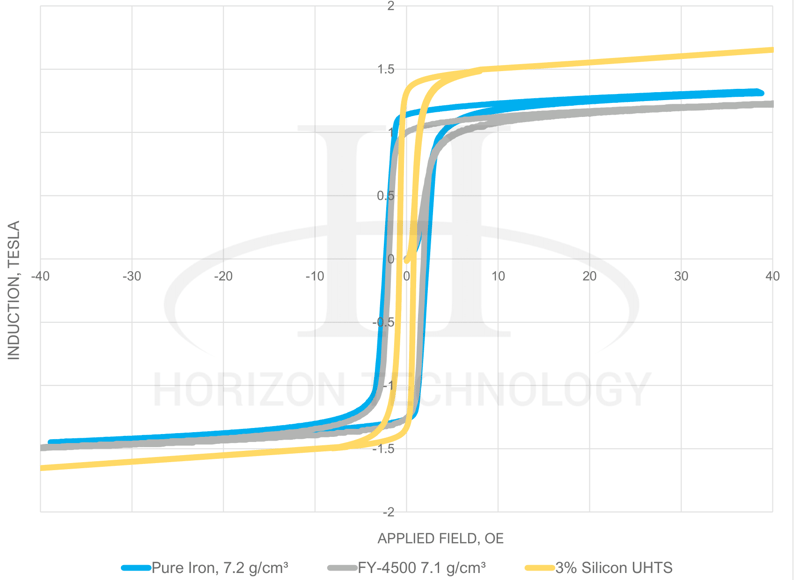
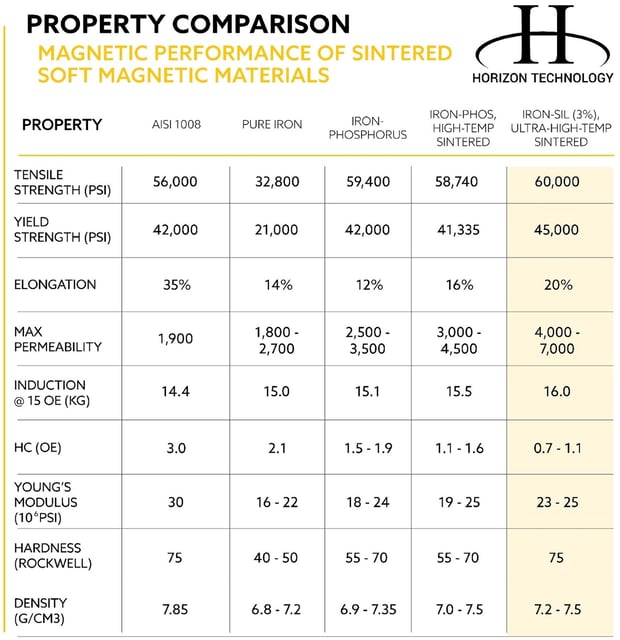
The Results?
Here’s what sintering iron-silicon at 2500 °F looks like in practice compared with other material and processing solutions. Notice the incredible increase in mechanical and magnetic performance vs. not only low-carbon steel, but also traditional PM materials:
More About Sintering in DC Electric Motor Design
Machining and laminating operations are no longer sufficient for improving performance in a DC permanent magnet motor’s stator or rotor. This is less of a secret than it was 5-10 years ago.
Even traditional powder metal designs may benefit from a next-generation material upgrade. Specialized soft magnetic materials, coupled with advanced sintering, can offer:
- Faster response times
- Higher density for increased saturation induction
- More durability
- Greater strength
And, of course, you’ll still get the unique shape-making and scrap-efficiency benefits inherent to all powder metallurgy.
Future applications of ultra-high-temperature sintering and PM materials include solenoid designs for a wide range of products. To learn more about design applications and best practices for sintering, visit our resource center:


