
When order volume exceeds a few dozen, process economics dictate a near-net shape manufacturing process with little after-work necessary. Many engineers and buyers gravitate to die casting, but there are good reasons for considering powder metal -- especially as new uses, materials, and design possibilities are unlocked thanks to evolving technology and understanding of powder metallurgy (PM).
Here we'll compare powder metallurgy vs. casting -- specifically, die casting -- and explain the many advantages of powder metallurgy (and perhaps a caveat or two). If you've been unaware of powder metal as an option, or don't believe PM holds a competitive candle, you'll want to pay particularly close attention. Not all die casting applications are a good fit for powder metallurgy, but there are specific cases where PM absolutely can deliver.
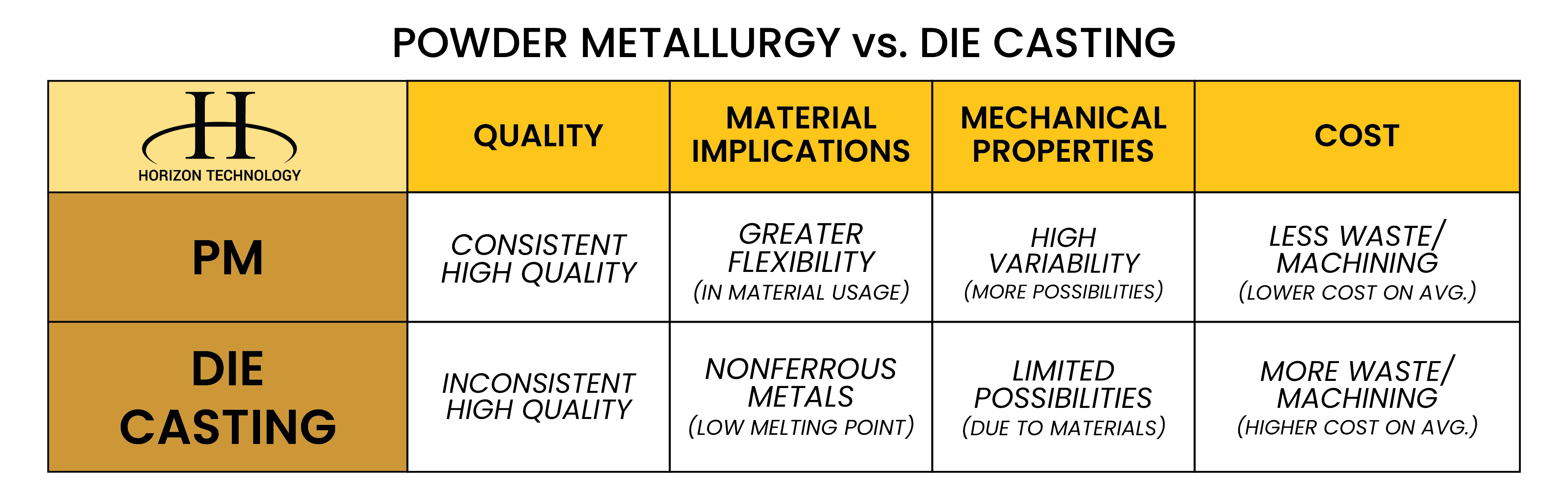
Advantages of Powder Metallurgy Vs. Die Casting: Overview
When comparing powder metallurgy vs. casting, it's most important to look at these factors:
- Quality
- Material implications
- Mechanical properties
- Cost
- Applications
Both powder metallurgy and die casting entail filling a die or mold that forms your desired shape. Then the formed part is released -- this process influences part and tool design.
And that's where the similarities end.
In die casting, molten metal is poured into the die, where it freezes. After release, it usually goes through several machining operations and often a heat treatment.
In contrast, the powder metal process involves use of cold powder. (Some variants do involve heating the powder, but not to melting point.) When the die is full, an upper tool comes down to compact the powder. The die then opens, and the part is ejected.
Many powder metal parts then go through sintering, which fuses the mix into a fully hardened piece.
Where Powder Metallurgy and Die Casting Separate
Even though the processes share similarities, many of powder metallurgy's advantages and disadvantages are quite different from casting's pros and cons.
Quality
In die casting, a turbulent liquid fills the cavity. Sometimes this will trap air, leading to non-fills (your material doesn’t fully fill the mold). Oxide skin can drop into the liquid to create internal defects, and flow lines and porosity are common. To verify integrity and detect defective parts after casting, sometimes you need:
- Leak testing
- X-rays
- Other inspection
One of the advantages of powder metallurgy is consistency. A uniform weight of powder is deposited into the die on each cycle, and compacted to the same density. Providing the powder metal manufacturer follows good housekeeping practices and avoids powder contamination, internal defects are highly unlikely.
A second advantage is control over microstructure. In die casting this is determined by cooling rate, which varies depending on factors like surface area and volume. Powder metallurgy provides much greater control over porosity and consistency, plus an ability to form finer microstructures. Why does this matter to the designer? It makes it especially skilled at producing hard, tough components -- think high-speed steel tools.
Material Implications
Die casting is most commonly employed with nonferrous materials such as:
- Aluminum
- Magnesium
- Zinc
This is primarily because those metals have low melting points.
Powder metallurgy allows far greater flexibility in material usage and alloy choice. In particular, while there are “standard” powder metal materials, it's also feasible to blend powders. This allows creation of specific properties -- such as high magnetic performance for an electric motor component -- and high-melting-point metal powders.
Powder metal usually consists of one of more of these materials:
- Stainless steel
- Iron
- Nickel
- Titanium
- Copper
- Silicon
- Phosphorus
Mechanical Properties
Die casting offer nice shape-making capabilities compared with some other processes. However, you can make use of nearly the same design possibilities with powder metallurgy, but with better mechanical properties. Look at your electromagnetic design and ask yourself: Is the minimal shaping advantage you get with die casting worth the compromise in other qualities you see above and below?
The materials used with die casting are not magnetic. Unless they’re set inside another component made of another metal, there’s no magnetic applicability there. Powder metal, however, has a wide variety of magnetic materials available.
Another issue with die cast pieces is that they’re flimsy and easily broken. It doesn't help that the primary materials in die cast components -- zinc and aluminum -- are relatively soft metals. Powder metal parts, often made of some form of steel, stand up to more abuse..
Using a higher-strength material allows you to achieve the same shape in less material, which could save space and weight in your electric motor design.
Cost
Component design is the primary driver of cost, although designs can be tailored to suit the preferred forming process. However, there are differences between die casting and powder metallurgy that have significant cost implications.
- Material use/yield. Scrap rates are lower with powder metallurgy, a huge benefit when using higher-value materials like copper and stainless steel
- Secondary processing. Die-cast parts almost always need trimming to remove flash, plus some machining operations and possibly heat treatment. Most powder metal parts need little to no secondary processing.
- Energy consumption. Melting metal is energy-intensive, and more so for materials with a higher melting point. While sintering is also energy-intensive, total consumption can be less for sintering vs. casting.
Applications
Many of us played with matchbox cars growing up. That’s a perfect example of die casting. The metal shell of the car was an intricate shape ideal for this process. (Sadly, Matchbox cars are plastic nowadays.)
Other, more important uses of die casting over the years include:
- Emblems on automobiles
- Wheels for trains die cast
- Rods in two-stroke engines
Now, with powder metal, we play with Porsches and Mercedes cars -- real ones.
We’ve covered uses for powder metal ad nauseum, but here’s a quick reminder of the industries and applications that can benefit from powder metal:
- Electric motors
- Automotive
- Lawn & garden
- Power tools
- Aerospace
- Oil & gas
Consider Both Processes
Powder metallurgy and die casting are both near-net shape processes. (Though we’d argue powder metallurgy can create a true net shape part.)
However, there are many situations in which there's a clear advantage of powder metallurgy over casting. The powder metallurgy process's advantages are especially evident when working with high-value and high-melting-point materials. Finally, remember this metalworking process offers far greater flexibility in terms of the materials use -- therefore expanding your design possibilities for automobile components and several other applications.
To learn more about the possibilities (and disadvantages) powder metallurgy offers vs. forging, die casting, and other processes, check out the free e-book and related resources below:

- 5 Steps to Convert Your Die Casting Application to Powder Metallurgy
- What Are the Best Materials for Electric Motor Design?
- Machining Powder Metal Parts: Rarely Necessary, Usually a Pain
(Editor's note: This article was originally published in November 2018 and was recently updated.)

